Новости

19.12.24
Сертификат на индикаторы часового типа SHAHE
Данный документ подтверждает соответствие продукции установленным стандартам качества и безопасности. Индикаторы часового типа предназначены для контроля времени при проведении различных технологических процессов и испытаний. Ссылка на сертификат.
Продолжить чтение....jpeg)
06.07.22
Калибры промышленного сортамента
Калибр – это средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линейными или угловыми размерами, и контактирующее с элементом изделия по поверхностям, линиям или точкам.
Под элементом изделия понимается конструктивно законченная часть изделия, например отверстие, паз, выступ и т.д. Под геометрическими параметрами элементов изделия понимаются линейные и угловые величины элемента изделия, форма его поверхности и взаимное расположение поверхностей элемента изделия.
По способу контроля деталей калибры делятся на два типа:
- Предельные калибры - калибры, воспроизводящие проходной и (или) непроходной пределы геометрических параметров элементов изделия. Например, большинство не конические как гладких, так и резьбовых калибров являются предельными.
- Нормальные калибры - калибры, воспроизводящие заданный линейный или угловой размер и форму сопрягаемой с ним поверхности контролируемого элемента изделия. Например, все конические калибры как гладкие, так и резьбовые, являются нормальными.
По форме рабочих поверхностей калибры делятся на следующие типы:
- Гладкие калибры - калибры с гладкой рабочей поверхностью. Гладкие калибры могут быть с цилиндрической, сферической, конической и плоской рабочей поверхностью.
- Конусные калибры - гладкие калибры с конической рабочей поверхностью.
- Резьбовые калибры - калибры с резьбовой рабочей поверхностью
- 1 Цилиндрические резьбовые калибры - резьбовые калибр с цилиндрической рабочей поверхностью.
- 2 Конусные резьбовые калибры - резьбовые калибры с конической рабочей поверхностью.
- Шпоночные калибры – используется ряд разнообразных калибров, включающих гладкие проходные и непроходные калибры; поэлементные калибры, калибры симметричности, воспроизводящие геометрию шпоночных пазов, шпонок.
- Шлицевые калибры – используются комплексные и поэлементные калибры, воспроизводящие геометрию шлицев.
- Профильные калибры - калибры, воспроизводящие профиль изделия и контролирующие линейные или угловые размеры или форму криволинейных профилей.
По назначению калибры делятся на следующие типы:
- Проходные калибры - предельные калибры с геометрическими параметрами контролируемого элемента изделия, соответствующими максимально допустимому количеству материала изделия.
- Непроходные калибры - предельные калибры с геометрическими параметрами контролируемого элемента изделия, соответствующими минимально допустимому количеству материала изделия.
- Поэлементные калибры - калибры для контроля линейного или углового размера и формы одного элемента изделия.
- Комплексные калибры - проходные калибры для контроля линейного или углового размера, формы и взаимного расположения двух и более элементов изделия.
- Рабочие калибры - калибры для контроля изделий при их изготовлении.
- Приемные калибры - калибры для контроля изделий заказчиком.
- Контрольные калибры - калибры для контроля рабочих калибров.
- Установочные калибры - калибры для установки регулируемых калибров и измерительных приборов.
- Сортировочные калибры - калибры для контроля изделий при их сортировке на группы.
- Калибры глубины (высоты) уступа - калибры, имеющие две или более рабочие поверхности с проходным и непроходным пределом и одну или две базовые поверхности, для контроля глубины (высоты уступа элемента изделия)
- Калибры расположения - калибры для контроля взаимного расположения двух или более элементов изделия.
По конструктивным признакам калибры делятся на следующие типы:
- Калибры-пробки - калибры с наружной цилиндрической или конической поверхностью для контроля отверстий.
- Калибры-скобы - калибр с рабочими поверхностями, расположенными на внутренней входной части скобы, для контроля валов.
- Калибры-кольца - калибры с внутренней цилиндрической или конической поверхностью для контроля валов.
- Калибры-втулки - калибры с внутренней конической поверхностью, длина которых равна длине контролируемого наружного конуса.
- Нерегулируемые калибры - калибры, контролирующие один заданный линейный или угловой размер элемента изделия.
- Регулируемые калибры - калибры, в конструкции которых предусмотрена возможность его регулировки для контроля размеров элемента изделия в определенном интервале.
- Полные калибры - калибры, форма рабочей поверхности которых полностью соответствует сопрягаемой с ним контролируемой поверхности элемента изделия.
- Неполные калибры - калибры, форма рабочей поверхности которых соответствует части сопрягаемой контролируемой поверхности элемента изделия.
- Однопредельные калибры - калибры, рабочие поверхности которых имеют геометрические параметры, соответствующие проходному или непроходному пределу.
- Двупредельные калибры - калибры, рабочие поверхности которых имеют геометрические параметры, соответствующие проходному и непроходному пределам.
- Односторонние двупредельные калибры - двупредельные калибры, у которых рабочие поверхности с геометрическими параметрами, соответствующими проходному и непроходному пределам, расположены последовательно с одной стороны калибра.
- Двусторонние двупредельные калибры - двупредельные калибры, у которых рабочие поверхности с геометрическими параметрами, соответствующими проходному и непроходному пределам, расположены на противоположных сторонах калибра.
Стандарты на калибры основных типов:
Калибры гладкие для изделий с допусками по ГОСТ 25347-2013:
ГОСТ 2015-84 – регламентирует общие технические требования к гладким калибрам.
ГОСТ 14807-69 по ГОСТ 14827-69 – регламентируют конструкцию и размеры гладких калибров (всех размеров, кроме исполнительных размеров непосредственно рабочей части калибров)
ГОСТ 24851-81 – регламентирует виды гладких калибров.
ГОСТ 24853-81 – регламентирует допуски гладких калибров.
ГОСТ 21401-75 – содержит рассчитанные согласно ГОСТ 24853-81 исполнительные размеры гладких калибров с основными сочетаниями квалитета и основного отклонения (полей допусков).
Калибры резьбовые:
ГОСТ 2016-86 – регламентирует общие технические требования к цилиндрическим резьбовым калибрам.
ГОСТ 24672-81 – регламентирует общие технические требования к коническим резьбовым калибрам.
ГОСТ 24939-81 – регламентирует виды резьбовых калибров для цилиндрической резьбы.
Калибры резьбовые для цилиндрической метрической резьбы по ГОСТ 16093-2004, ГОСТ 4608-81, ГОСТ 24834-81 и ГОСТ 11709-81:
ГОСТ 24997-2004 – регламентирует допуски резьбовых и гладких калибров.
ГОСТ 18465-73 и ГОСТ 18466-73 – содержит рассчитанные согласно ГОСТ 24997-81 исполнительные размеры резьбовых калибров с основными сочетаниями степени точности и основного отклонения (полей допусков). Следует отметить, что в ГОСТ 18465-73 и ГОСТ 18466-73 размеры рассчитаны по ГОСТ 24997-81, который имеет некоторые отличия от ГОСТ 24997-2004. Эти отличия не касаются рабочих калибров. Различия касаются номиналов и допусков средних диаметров контрольных калибров и наружного диаметра контрольных калибров вида КНЕ-ПР. Но так как ГОСТ 24997-81 отменен – следует не забывать учитывать эти различия.
ГОСТ 17756-72 по ГОСТ 17766-72 – регламентируют конструкцию и размеры резьбовых калибров (всех размеров, кроме исполнительных размеров непосредственно рабочих частей калибров).
Калибры резьбовые для цилиндрической трубной резьбы по ГОСТ 6357-81:
ГОСТ 2533-88 – регламентирует допуски резьбовых и гладких калибров.
ГОСТ 18922-73 по ГОСТ 18932-73 – регламентируют конструкцию и размеры резьбовых калибров (всех размеров, кроме исполнительных размеров непосредственно рабочих частей калибров).
Калибры резьбовые для цилиндрической трапецеидальной резьбы:
ГОСТ 10071-89 – регламентирует допуски резьбовых и гладких калибров для однозаходной трапецеидальной резьбы по ГОСТ 9562-81.
ГОСТ 27298-87 – регламентирует допуски резьбовых и гладких калибров для многозаходной трапецеидальной резьбы по ГОСТ 24739-81.
Калибры резьбовые для упорной резьбы:
ГОСТ 10278-81 – регламентирует допуски резьбовых и гладких калибров для упорной резьбы по ГОСТ 25096-82.
ГОСТ 14747-88 – регламентирует допуски резьбовых и гладких калибров для упорной усиленной резьбы по ГОСТ 13535-87.
Калибры для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111-52:
ГОСТ 6485-69 – регламентирует допуски резьбовых и гладких калибров.
Калибры для трубной конической резьбы по ГОСТ 6211-81:
ГОСТ 7157-79 – регламентирует допуски резьбовых и гладких калибров.
Калибры для конической резьбы вентилей и баллонов для газов по ГОСТ 9909-81:
ГОСТ 24998-81 – регламентирует допуски резьбовых и гладких калибров.
Калибры для метрической конической резьбы по ГОСТ 25229-82:
ГОСТ 24475-80 – регламентирует допуски резьбовых и гладких калибров.
Допуски наружных и внутренних размеров и калибров к ним:
Допуски гладких валов и отверстий и их обозначение
Согласно ГОСТ 25346-2013:
Допуском гладких валов и отверстий является сочетание основного отклонения и квалитета.
Квалитеты обозначаются арабскими цифрами. Существуют следующие квалитеты: 01и от 0 до 18. Калибры используют для проверки размеров начиная от 6-го квалитета.
Основное отклонение для внутреннего размера (отверстие) и соответствующего для него калибра пробки обозначается прописной буквой (буквами) латинского алфавита, существуют следующие основные отклонения: A, B, C, CD, D, EF, F, FG, G, H, JS, J, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC.
Основное отклонение для наружного размера (вал) и соответствующего для него калибра скобы или кольца обозначается прописной буквой (буквами) латинского алфавита, существуют следующие основные отклонения: a, b, c, cd, d, ef, f, fg, g, h, js, j, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
Размер и его допуск может быть записан тремя эквивалентными способами:
Например, обозначение 32 H7 эквивалентно обозначению 32 H7(+0.025) и эквивалентно обозначению 32 H7 (+0.025). Где 32 – размер в миллиметрах, Н – основное отклонение, 7 – квалитет, +0,025 и 0 – верхнее и нижнее отклонение в миллиметрах. Основное отклонение для гладких валов и отверстий в обозначении ставится перед квалитетом.
Допуски цилиндрических резьб и их обозначение
Допуском резьбы является сочетание степени точности и основного отклонения, которые устанавливается для каждого диаметра резьбы отдельно (наружный, средний, внутренний).
Согласно ГОСТ 16093-2004 для метрической резьбы с зазором (подавляющее количество резьбовых деталей имеет именно такую резьбу) предусмотрены следующие степени точности:
Для наружного диаметра наружной резьбы: 4; 6; 8
Для среднего диаметра наружной резьбы: 3; 4; 5; 6; 7; 8; 9
Для среднего диаметра внутренней резьбы: 4; 5; 6; 7; 8
Для внутреннего диаметра внутренней резьбы: 4; 5; 6; 7; 8
Основные отклонения:
Для наружной резьбы: d; e; f; g; h
Для внутренней резьбы: D; E; F; G; H
Если степени точности всех диаметров совпадают, то в обозначении резьбы и соответствующих ей калибров степень точности указывается один раз:
М 10х1 – 6g
Где:
М – обозначение метрической резьбы,
10 – наружный диаметр резьбы в мм,
1 – шаг резьбы в мм,
6 – степень точности,
g – основное отклонение
Если же степени точности для разных диаметров разные, то в обозначении указывается обе степени точности:
М 10х1 – 7g6g
Причем степень точности среднего диаметра всегда стоит на первом месте.
Основное отклонение всех диаметров метрической резьбы с зазором всегда совпадает.
Существуют метрические резьбы с натягом и с переходными посадками, они используются крайне редко. Для диаметров такой резьбы могут не совпадать как основные отклонения, так и степени точности:
М 10х1,5 – 2r; М 10х1,5 – 2H5D и т.д.
Согласно ГОСТ 9562-81 для трапецеидальной однозаходной резьбы предусмотрены следующие степени точности:
Для наружного диаметра наружной резьбы: 4; 6
Для среднего диаметра наружной резьбы: 6; 7; 8; 9
Для среднего диаметра внутренней резьбы: 6; 7; 8; 9
Для внутреннего диаметра внутренней резьбы: 4
Основные отклонения:
Для наружного диаметр наружной резьбы: h
Для среднего диаметра наружной резьбы: c; e; g; h
Для всех диаметров внутренней резьбы: H
В редких случаях, когда для наружного диаметра назначают допуск 6h, его дополнительно указывают в обозначении резьбы и соответствующих ей калибров:
Tr 36x6 – 7e6h
В остальных случаях обозначение содержит один допуск:
Tr 36x6 – 7H
Где:
Tr – обозначение трапецеидальной резьбы,
36 – наружный диаметр резьбы в мм,
6 – шаг резьбы в мм,
7 – степень точности,
H – основное отклонение
Согласно ГОСТ 24739-81 для трапецеидальной многозаходной резьбы предусмотрены следующие степени точности:
Для наружного диаметра наружной резьбы: 4; 6
Для среднего диаметра наружной резьбы: 7; 8; 9; 10
Для среднего диаметра внутренней резьбы: 7; 8; 9
Для внутреннего диаметра внутренней резьбы: 4
Основные отклонения:
Для наружного диаметр наружной резьбы: h
Для среднего диаметра наружной резьбы: c; e; g
Для всех диаметров внутренней резьбы: H
Обозначение резьбы и соответствующих ей калибров:
Tr 20x8 (Р4) – 8е
Где:
Tr – обозначение трапецеидальной резьбы,
20 – наружный диаметр резьбы в мм,
8 – ход резьбы в мм, равный произведению числа заходов на шаг (в данном случае 2 захода при шаге 4),
Р4 – шаг резьбы в мм (буква Р обозначает слово шаг),
8 – степень точности,
е – основное отклонение
Согласно ГОСТ 6357-81 для трубной цилиндрической резьбы предусмотрены два класса точности только для среднего диаметра А и В.
Обозначение резьбы и соответствующих ей калибров:
G 1 ½ - B
Где:
G – обозначение трубной цилиндрической резьбы,
1 ½ - размер резьбы в дюймах,
В – класс точности.
Допуски конических резьб и их обозначение
Для конических резьб всегда назначается единственный допуск, и он не указывается в обозначении. Существуют следующие типы конических резьб:
Трубная коническая. Обозначение резьбы и соответствующих ей калибров:
R 1 ½ для наружной резьбы, где буква это обозначение резьбы, а цифры – обозначение размера резьбы в дюймах.
Rc 1 ½ - для внутренней конической резьбы, но часто индекс «с» опускается.
Rp1 ½ - для внутренней цилиндрической резьбы предназначенной для соединения с наружной конической резьбой (встречается редко, обычно заменяется цилиндрической трубной резьбой G класса точности А)
Коническая дюймовая с углом профиля 60°. Обозначение резьбы и соответствующих ей калибров:
К ¾´´ - где буква – это обозначение резьбы, а цифры – обозначение размера резьбы в дюймах.
Коническая вентилей и баллонов газов. Обозначение резьбы и соответствующих ей калибров:
W19,2 - где буква – это обозначение резьбы, а цифры – номинальный диаметр резьбы.
Метрическая коническая. Обозначение резьбы и соответствующих ей калибров:
МК 20х1,5 – где буква – это обозначение резьбы, 20 – номинальный диаметр резьбы, а 1,5 – шаг резьбы.
Существует ряд широко и повсеместно используемых американских резьб, как цилиндрических, так и конических. В первую очередь это цилиндрическая унифицированная дюймовая резьба, обозначается UN, цилиндрическая трапецеидальная дюймовая резьба – ACME, цилиндрическая трапецеидальная укороченная дюймовая резьба – STUB ACME, коническая трубная дюймовая резьба – NPT.
Примеры обозначений:
1 ¼ - 8 UN - 2B
Где:
1 ¼ - номинальный диаметр резьбы в дюймах,
8 – число ниток резьбы на дюйм (величина обратная шагу резьбы),
UN – обозначение унифицированной резьбы,
2 – класс точности (может быть 1, 2, 3),
В – обозначение внутренней резьбы (наружная обозначается А).
После обозначения UN, в зависимости от числа ниток резьбы на дюйм, могут появляться префиксы:
1 1/4 - 7 UNC - 2B, где С – обозначает грубый (coarse), т.е. самый крупный шаг.
1 1/4 - 12 UNF - 2B, где F – обозначает хороший (fine), т.е. это мелкий шаг.
1 1/4 - 18 UNEF - 2B, где EF – обозначает очень хороший (extra fine), т.е. это еще более мелкий шаг.
Если никаких префиксов нет – значит это резьба стандартной серии. Префиксы присваиваются согласно таблице в соответствующем стандарте.
1 ¼ - 5 - ACME - 2G
Где:
1 ¼ - номинальный диаметр резьбы в дюймах,
5 – число ниток резьбы на дюйм (величина обратная шагу резьбы),
ACME – обозначение трапецеидальной резьбы,
2 – класс точности (может быть 2, 3, 4, 5),
G – обозначение типа резьбы (может быть G или C).
1 ½ - 4 - STUB ACME - 2G
Где:
1 ½ - номинальный диаметр резьбы в дюймах,
4 – число ниток резьбы на дюйм (величина обратная шагу резьбы),
STUB ACME – обозначение трапецеидальной резьбы,
2 – класс точности (может быть 2, 3, 4),
G – обозначение типа резьбы (может быть только G).
Виды калибров:
Гладкие калибры делятся на рабочие и контрольные, контрольные обычно не изготавливаются в виде отдельных калибров, их заменяют блоками концевых мер соответствующих размеров. Рабочие калибры делятся на проходные ПР и непроходные НЕ. Пробки для контроля внутренних размеров и скобы или кольца для контроля наружных размеров.
Калибры для цилиндрических резьб также делятся на рабочие и контрольные. Рабочие калибры делятся на проходные ПР и непроходные НЕ. Пробки для контроля внутренней резьбы и кольца (реже скобы) для контроля наружной резьбы. Контрольные калибры предназначены для контроля калибров-колец и калибров-скоб. Для контроля новых проходных колец ПР используются два контрольных калибра-пробки КПР-ПР и КПР-НЕ, для определения износа в процессе эксплуатации этих колец используются калибр-пробки К-И. Для контроля новых непроходных колец НЕ используются два контрольных калибра-пробки КНЕ-ПР и КНЕ-НЕ, для определения износа – КИ-НЕ.
Также существуют установочные калибры для настраиваемых калибров-колец и калибров-скоб, обозначаются У-ПР и У-НЕ.
Также существуют гладкие калибры для контроля резьбы, т.к. резьбовые калибры контролируют не все параметры резьбы. Но используются они крайне редко, т.к. заменяются универсальными средствами измерения (микрометры, трехточечные нутромеры).
Калибры для конических резьб также делятся на рабочие и контрольные, пробки и кольца. Но на каждый типоразмер резьбы приходится только один рабочий резьбовой калибр, обычно обозначается Р-Р, и один рабочий гладкий калибр Р-Г. Соответствующие контрольные калибры: К-Р и К-Г. Иногда используются калибры для определения отклонения конусности на определенном участке, обозначаются Р-СП, соответствующий контрольный калибр: К-СП. В стандартах на калибры для резьб MK и W обозначения видов калибров зашифрованы в виде цифр: кольцо Р-Р обозначается «1»; пробка К-Р – «2»; кольцо Р-Г – «3»; пробка К-Г – «4»; пробка Р-Р – «5»; пробка К-Г – «6».
Полное обозначение калибра состоит из обозначения размера или резьбы и обозначения вида калибра:
Калибр-пробка 32 H7 НЕ; Калибр-кольцо М 10х1 – 6g ПР; Калибр-пробка R 1 ½ Р-Р; 2/1-W 19,2 и т.д.
Область применения калибров:
Калибры очень широко применяются в машиностроении. Контроль цилиндрических и конических резьб производится в том числе с обязательным использованием резьбовых калибров (некоторые параметры необходимо контролировать дополнительно, используя универсальные средства измерений, например, шаг ходовой трапецеидальной резьбы). Использование гладких калибров ограничено контролем деталей с 6-го квалитета, т.к. для более точных квалитетов произвести калибры практически невозможно, а также контроль такими калибрами являлся бы необъективным. Поэтому размеры 5-го и более точных квалитетов контролируют, используя точные приборы (оптиметры, измерительные головки и т.д.).
Использование, уход и хранение калибров.
Калибры следует использовать только в очищенном виде, не допускается использование загрязненных калибров, т.к. это может привести к необъективным результатам контроля. Также и контролируемое изделие должно быть очищенным от грязи и смазки. Нельзя прикладывать чрезмерное усилие при использовании калибров, т.к. это приводит к их преждевременному износу. Проходные гладкие калибры должны проходить по изделию под собственным весом, без дополнительного усилия. Проходные резьбовые калибры должны свинчиваться с изделием свободно. Все непроходные калибры не должны проходить или свинчиваться. Допускается небольшой (менее миллиметра) вход в изделие непроходных гладких калибров. Для непроходных резьбовых калибров-колец допускается навинчивание до 2-х оборотов, при контроле коротких резьб (до 3- витков) это не допускается. Калибры и изделия должны быть выдержаны в одном помещении до выравнивания их температур. Калибры должны хранится в индивидуальной деревянной или пластиковой таре. Необходимо избегать падения калибров, ударов по калибрам, соприкосновения калибров с металлическими частями (за исключением контролируемых изделий). Необходимо своевременно производить контроль износа калибров. При длительном хранении калибры должны быть законсервированы.
Сводная таблица стандартов на калибры.
|
№ п/п |
Наименование |
Пример обозначения |
Стандарт, регламентирующий размеры и допуски калибров |
|
|
Калибры гладкие |
32 H7 НЕ |
ГОСТ 21401-75; ГОСТ 24853-81 |
|
|
Калибры для цилиндрической метрической резьбы |
М 10х1 – 6g ПР |
ГОСТ 24997-2004; ГОСТ 18465-73; ГОСТ 18466-73 |
|
|
Калибры для однозаходной цилиндрической трапецеидальной резьбы |
Tr 36x6 – 7H ПР |
ГОСТ 10071-89 |
|
|
Калибры для многозаходной цилиндрической трапецеидальной резьбы |
Tr 20x8 (Р4) – 8е НЕ
|
ГОСТ 27298-87 |
|
|
Калибры для цилиндрической трубной резьбы |
G 1 ½ - B НЕ |
ГОСТ 2533-88 |
|
|
Калибры для конической метрической резьбы |
5/1 МК 20х1,5 |
ГОСТ 24475-80 |
|
|
Калибры для конической резьбы вентилей и баллонов для газов |
2/1-W 19,2 |
ГОСТ 24998-81 |
|
|
Калибры для конической дюймовой резьбы с углом профиля 60 |
К 1´´ Р-Р
|
ГОСТ 6485-69 |
|
|
Калибры для трубной конической резьбы |
R 1 ½ Р-Р |
ГОСТ 7157-79 |
Укороченный профиль резьбы уменьшает влияние погрешностей половины угла профиля резьбы на результаты контроля непроходным калибром
Продолжить чтение...
.png)
10.09.20
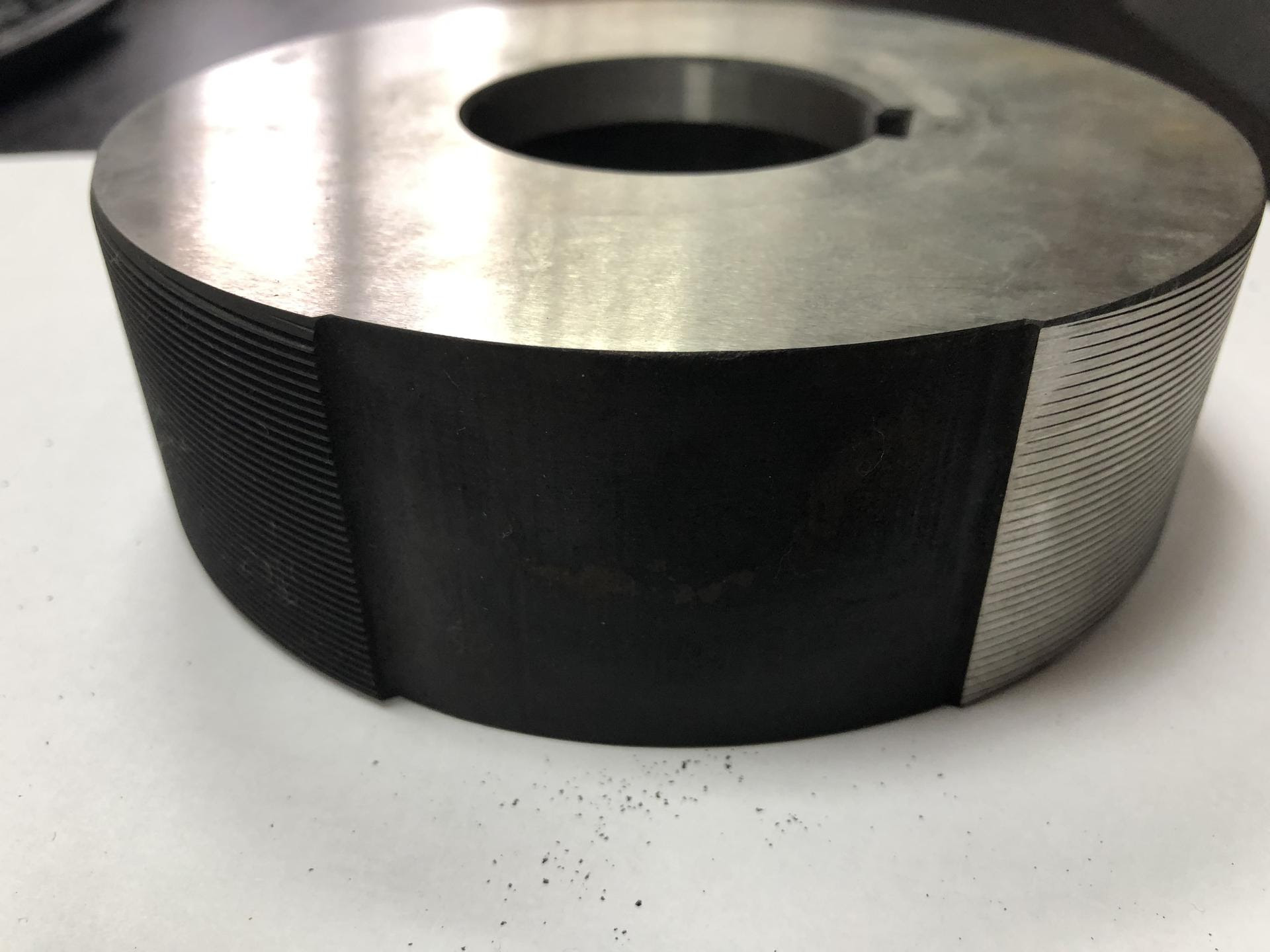
Предлагаем резьбонакатные ролики изготовленные методом накатки
Предлагаем резьбонакатные ролики изготовленные методом накатки (процесс получения резьбы в результате пластической деформации заготовки резьбонакатным инструментом, профиль накатываемой резьбы образуется за счет вдавливания инструмента в материал заготовки и выдавливание части материала во впадины инструмента).
Визуально специалисты могу определить, что такие ролики изготовленные данным образом по цвету резьбы - она имеет темный, почти черный цвет, в отличие от тех же роликов, изготовленных методом шлифовки.
Главной особенностью таких изделий является повышенная твердость, это по шкале HRC от 60 до 63 единиц, которая получается в результате тройной закалки. Если производить обычную закалку по вершине резьбы, то при такой твердости, резьбовые элементы будут хрупкими, как стекло. Наши ролики производятся с затылованным профилем (на что указывает лыска изделия).
Особым интересом резьбонакатные ролики , произведенные методом накатки, пользуются у предприятий, производящих детали и иные изделия, применяемые в авиастроении, так как проходят люминесцентный контроль (проверка на микротрещины). Износостойкость таких роликов значительно выше, чем роликов изготовленных методом шлифовки. Наша компания предлагает приобрести как готовые резьбонакатные ролики, так и изготовленные по вашим чертежам и согласно вашим требованиям. Так же, мы производим специальные метчики по ТЗ заказчика.

22.03.17
Дни бесплатной доставки
Мы доставим инструмент до терминала в вашем городе при оплате покупки с 22.03.2017 по 22.04.2017.
*Подробности акции уточняйте у менеджера.

28.10.15
Калибры-пробки резьбовые контрольные G (КИ,КП)
Уважаемые покупатели!
Предлагаем вашему вниманию Калибры-пробки резьбовые контрольные G (КИ,КП). Калибры-пробки резьбовые контрольные G (КИ, КП) применяются для контроля внутренней метрической резьбы. Они применяются при производстве больших партий деталей.
Наша компания предлагает выгодные условия сотрудничества для каждого клиента:
собственное производство, а значит отсутствие переплаты
Индивидуальный подход;
Широкий ассортимент;
Выгодные цены;

09.10.15
Поступление Скоб регулируемых 5-10
Скоба СР-10 (5-10) регулируемая гладкая предназначена для измерения наружных размеров.
Технические характеристики изделий скобы СР-10 (5-10) регулируемой
гладкой:
- Диапазон измерений прибора - 5мм-10мм;
- Измерительные поверхности изделия скоба СР-10 (5-10) оснащены твердым сплавом;
- Прибор незаменим для некоторых задач измерения;
В нашем интернет-магазине вы можете купить Скобы регулируемые 5-10 в
Москве и любом другом городе РФ. Наши менеджеры с радостью проконсультируют Вас по телефону или в режиме он-лайн.

21.09.15
Поступление Мер твердости Бринелля МТБ-1
Уважаемые покупатели!
На наш склад поступили Меры твердости Бринелля МТБ-1.
Комплект образцовых мер твердости по Бринеллю - МТБ-1 используется для поверки механических твердомеров по методу Бринелля. В отличие от метода Роквелла, измерение твердости по Бринеллю производят до упругого восстановления материала. Наконечник вдавливают в поверхность образца специальным прессом, через 30 секунд после приложения нагрузки измеряют сферический отпечаток, по размерам которого судят о твердости испытуемого материала.
В другом варианте усилие прилагается до достижения регламентированной глубины внедрения. Недостатком метода Бринелля является его применимость только для материалов с твердостью до 450 HB (при испытании более твердых образцов шарик может деформироваться) а также требование к толщине образца - не менее десятикратной глубины отпечатка. Ресурс мер твердости данного типа определяется правилом согласно которому расстояние от центра отпечатка до края испытуемого изделия должно быть не менее 2,5 диаметров отпечатка а расстояние между центрами двух соседних отпечатков - не менее 4 диаметров. Для металлов с твёрдостью до 35НВ эти расстояния должны быть равны 3 и 6 диаметрам соответственно.
Оформить заказ на Меры твердости Бриннеля вы можете на нашем сайте МТБ-1.
Ознакомиться с другими наборами мер твердости Бриннеля вы можете в разделе Меры твердости Бринелля.
27.08.15
Пополнение ассортимента калибров
У нас очередное пополнение ассортимента калибров гладких для отверстий
и валов!
Целевое предназначение данных калибров заключается в контроле отверстий. Современные калибры гладкие для отверстий изготавливаются в виде калибра-пробки. Размеры для их исполнения берутся по ГОСТу 21401-75. Габариты и конструктивный тип калибров определяются по ГОСТам: 17738-72 - 17740-72 и 14807-69 - 14816-69. Технические предписания берутся по ГОСТу 2015-84. Предельные допуски указаны в ГОСТе 24853-81.
Согласно ГОСТу 21401-75 калибры гладкие для отверстий должны быть изготовлены с нижеуказанными допусками по полям:
основные размеры: от 0,9 до 100мм,
H17, Js17,
H16, Js16,
H15, Js15,
H14, Js14,
H13, Js13,
B12, H12, Js12,
A11, B11, C11, D11, H11, Js11,
D10, H10, Js10,
D9, E9, F9, H9, Js9,
D8, E8, F8, H8, Js8, K8, M8, N8, U8,
F7, G7, H7, Js7, K7, M7, N7, P7, R7, S7, T7,
G6, H6, Js6, K6, M6, N6, P6.